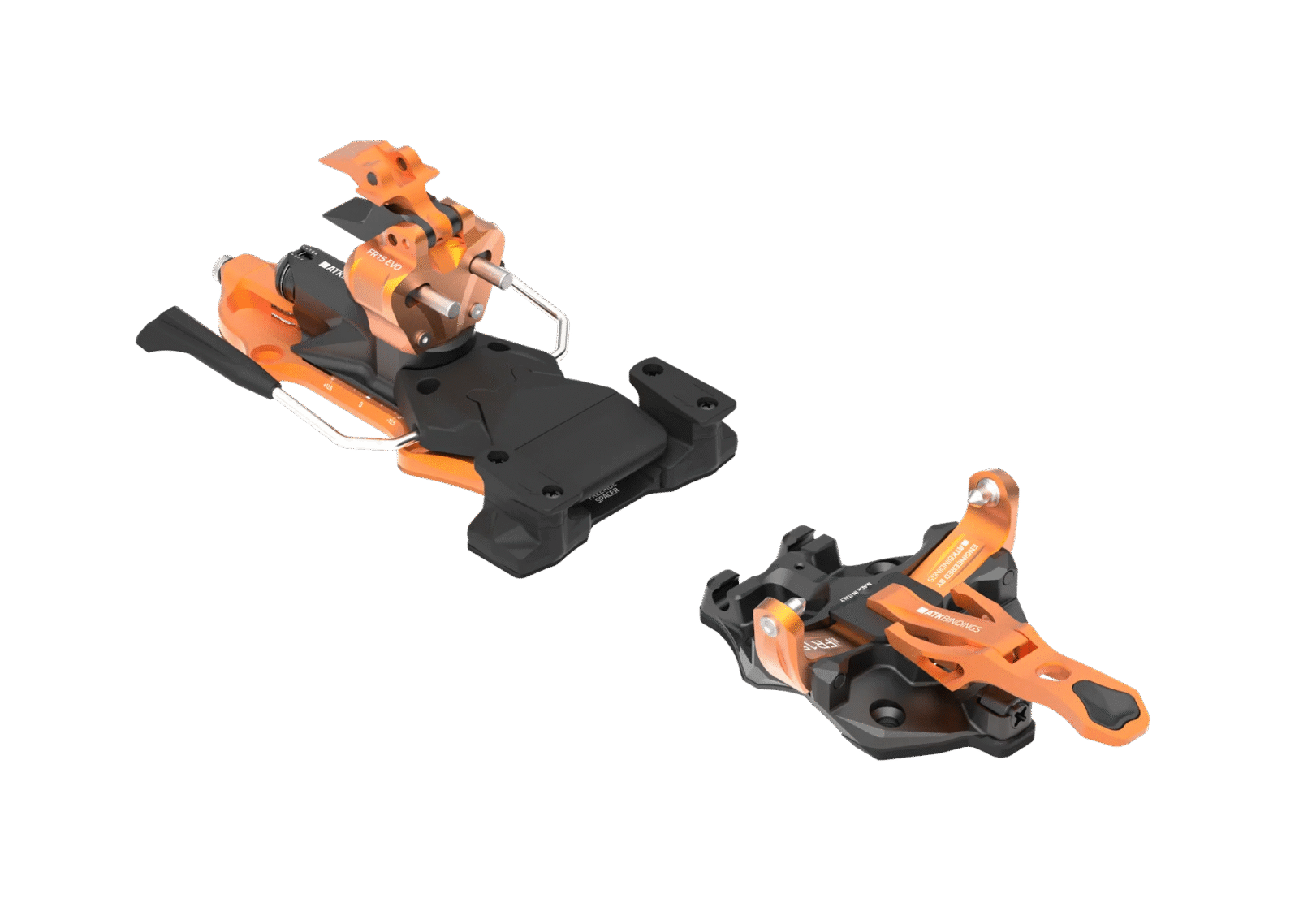
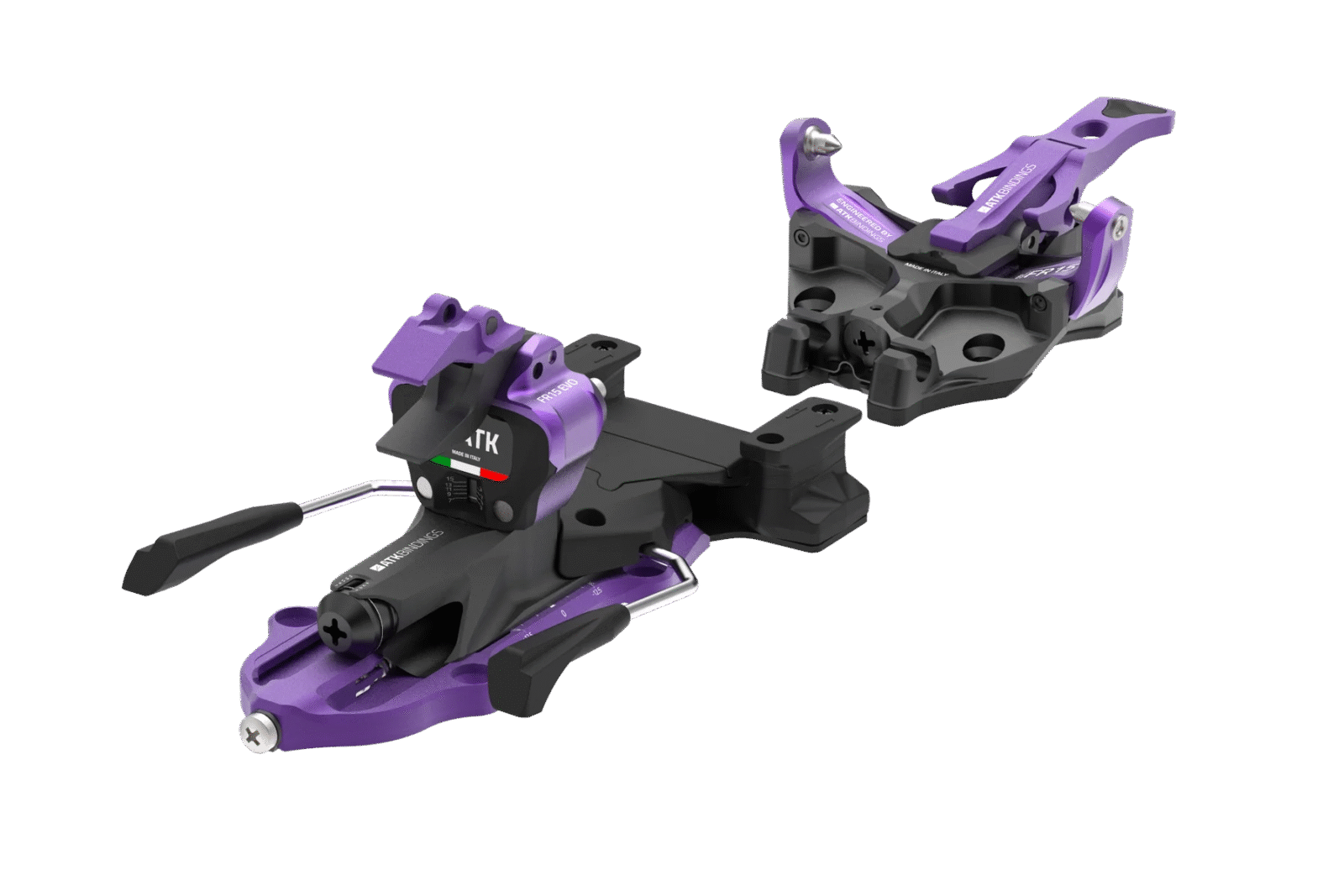
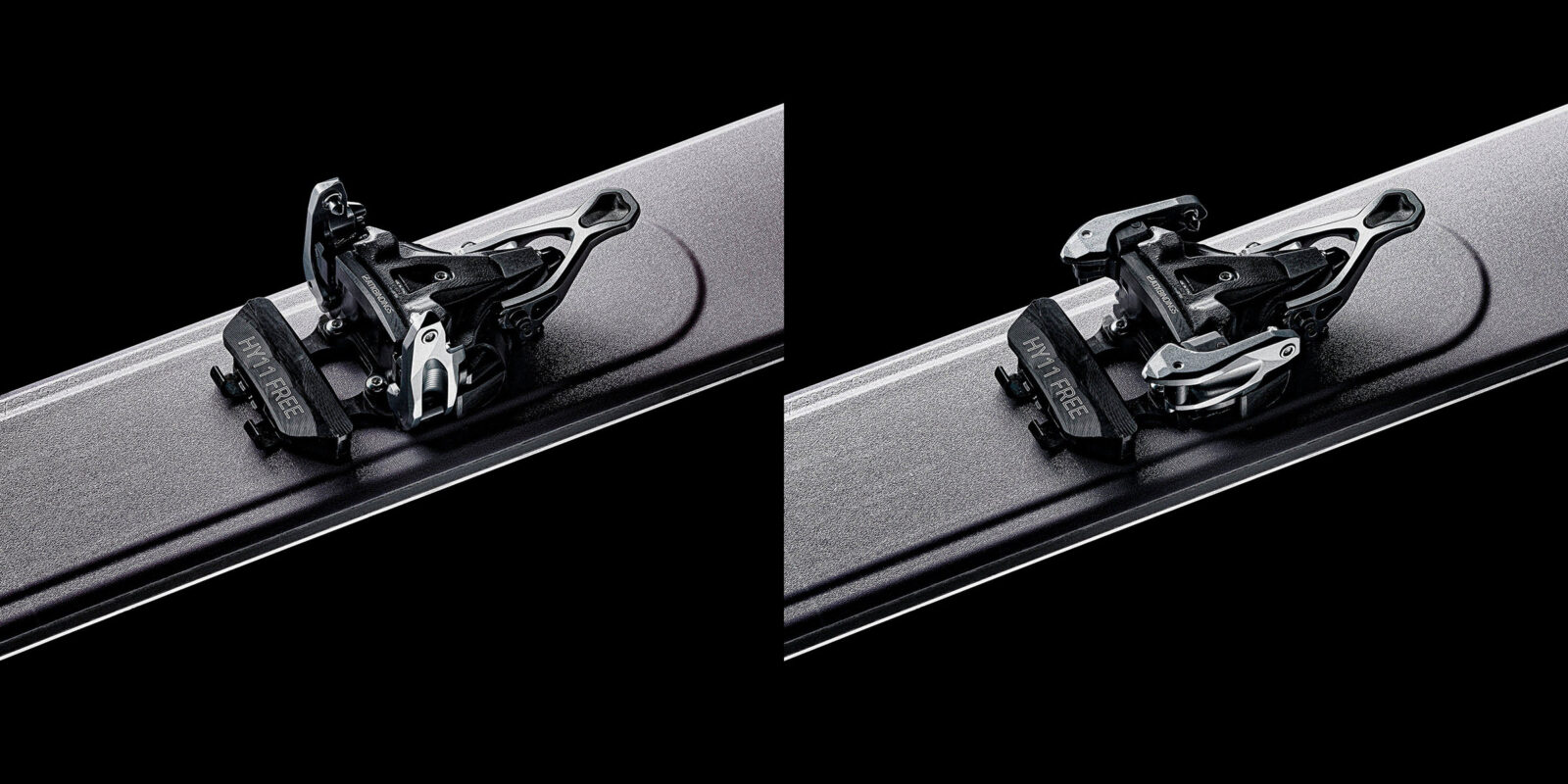
Bindings are among the most important parts of our ski equipment, even more so when it comes to touring. Still, we often direct less attention to our bindings compared to our skis, and there are far fewer binding manufacturers than ski manufacturers. A unique producer of bindings—and one that specializes in bindings alone, contrary to many other binding producers—is Italian brand ATK: They mill the lion’s share of their products from solid blocks of aluminum, creating sophisticated mechanical pieces, which are delicate and robust at the same time. We set out to test two of their freeride-oriented products, the hybrid binding HY 13 and the more classical touring binding Freeraider 15 Evo. We’ll have another article introducing those bindings in detail and explaining the main difference between the so-called hybrid bindings and the classic pin bindings. However, since the ATK products really stick out, we want to start with a deeper look at how those bindings are made.

Gear
HighlightThe art of milling
ATK touring bindings are one of a kind
The ATK factory is situated in Northern Italy, but pretty far away from the Alps. They are close neighbors to Ferrari, and in fact the heritage of ATK goes back to making parts for the automotive industry. However, the Appenine Mountains aren’t too far away and so a touring enthusiast—unhappy with the available touring bindings of the day—approached the people at the preceding company of ATK two decades ago with the wish to produce something better, based on their expertise in mechanical engineering and milling of aluminum parts.
Fast forward and there is a company that is now fully focused on ski bindings with plenty of experience and a unique approach. Today, ATK caters to all sorts of skiers who care about the going up as well as about the going down, regardless of the specific focus point. ATK was quite successful at the debut of ski mountaineering at the Olympic Games in Bormio and they are at the forefront of establishing hybrid bindings—a variant of touring bindings that fully incorporate the values of an alpine binding into something that still works perfectly for walking up.

As mentioned before, ATK has a rich history in creating mechanical parts by milling aluminum, but the transition to ski bindings started a new era and the company recently moved into a new factory close to their traditional site in Maranello. Everything is now focused on producing highest quality bindings with maximum efficiency in order to keep production costs at bay, yet offering some of the most sophisticated pieces of equipment in the skiing industry.
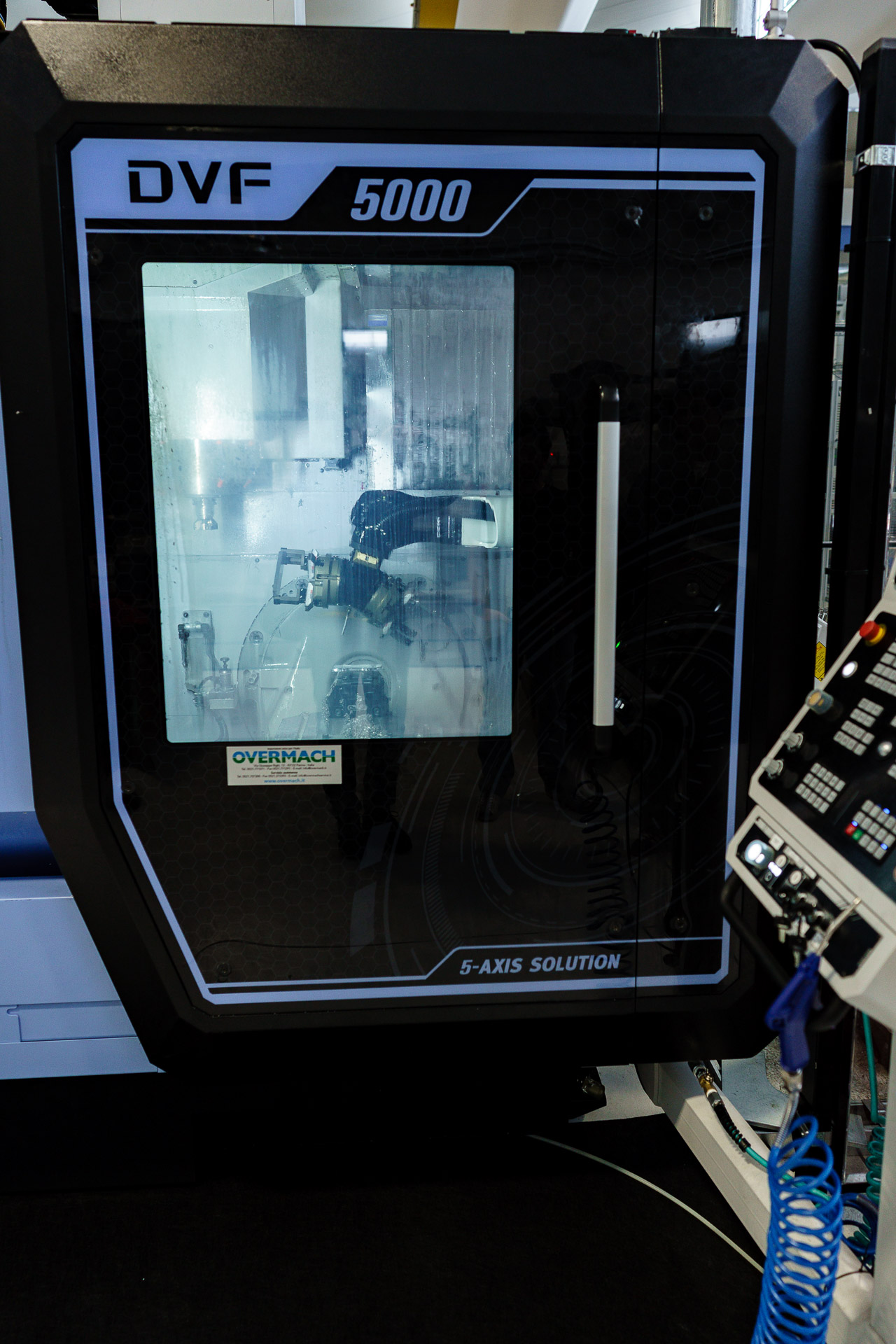

The base of their production is milling aluminum. In case you have a knack for biking, you might be much more familiar with products milled from aluminum than the regular skier. In skiing, bindings are usually made relying on different production techniques, which aren’t fundamentally worse or better, but the process of milling—especially with modern, CAD driven milling machines that you can see plenty of at the ATK factory—allows for more delicate forms while keeping stability high, for more variety in parts produced and for a rather quick turn-around of ideas.


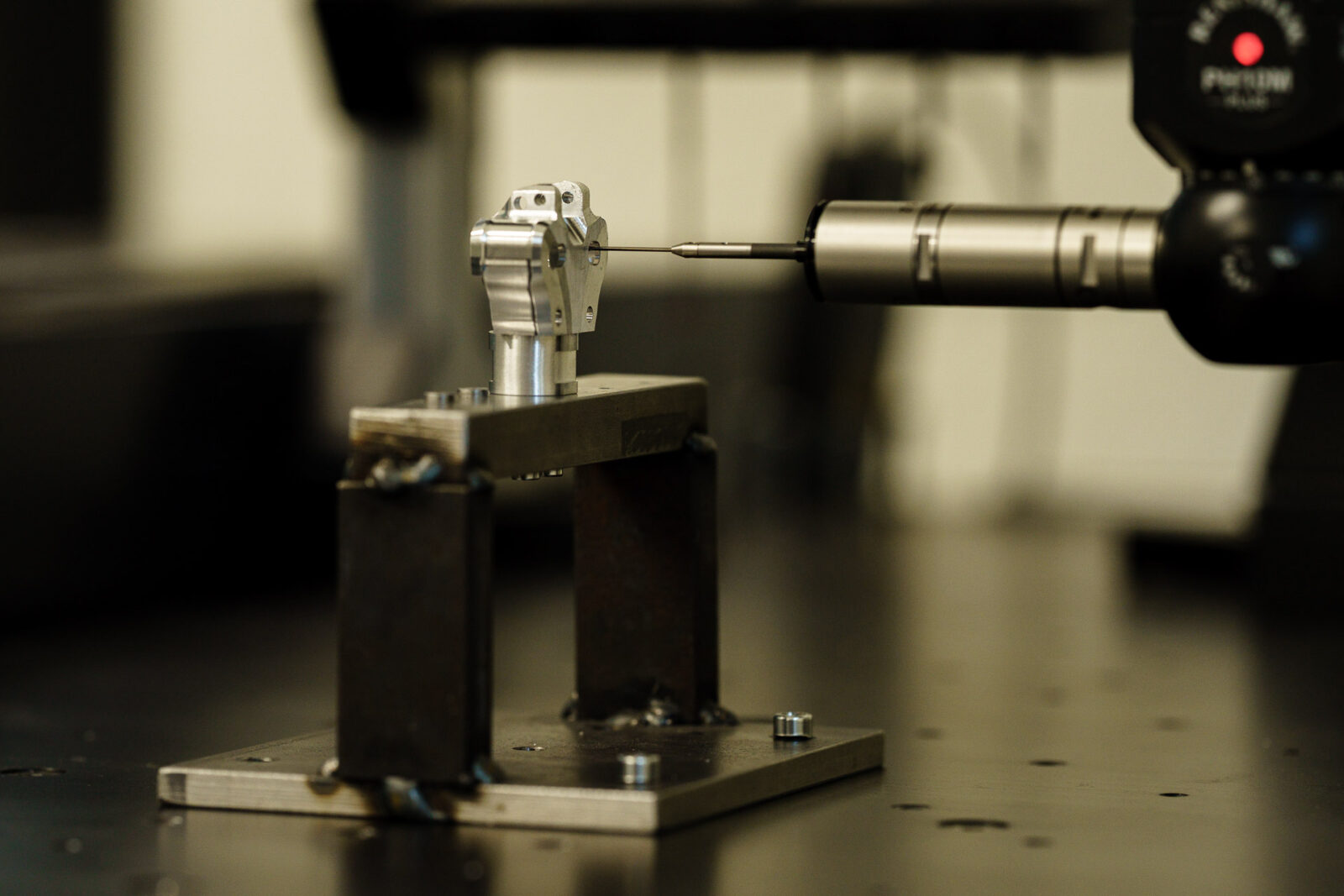
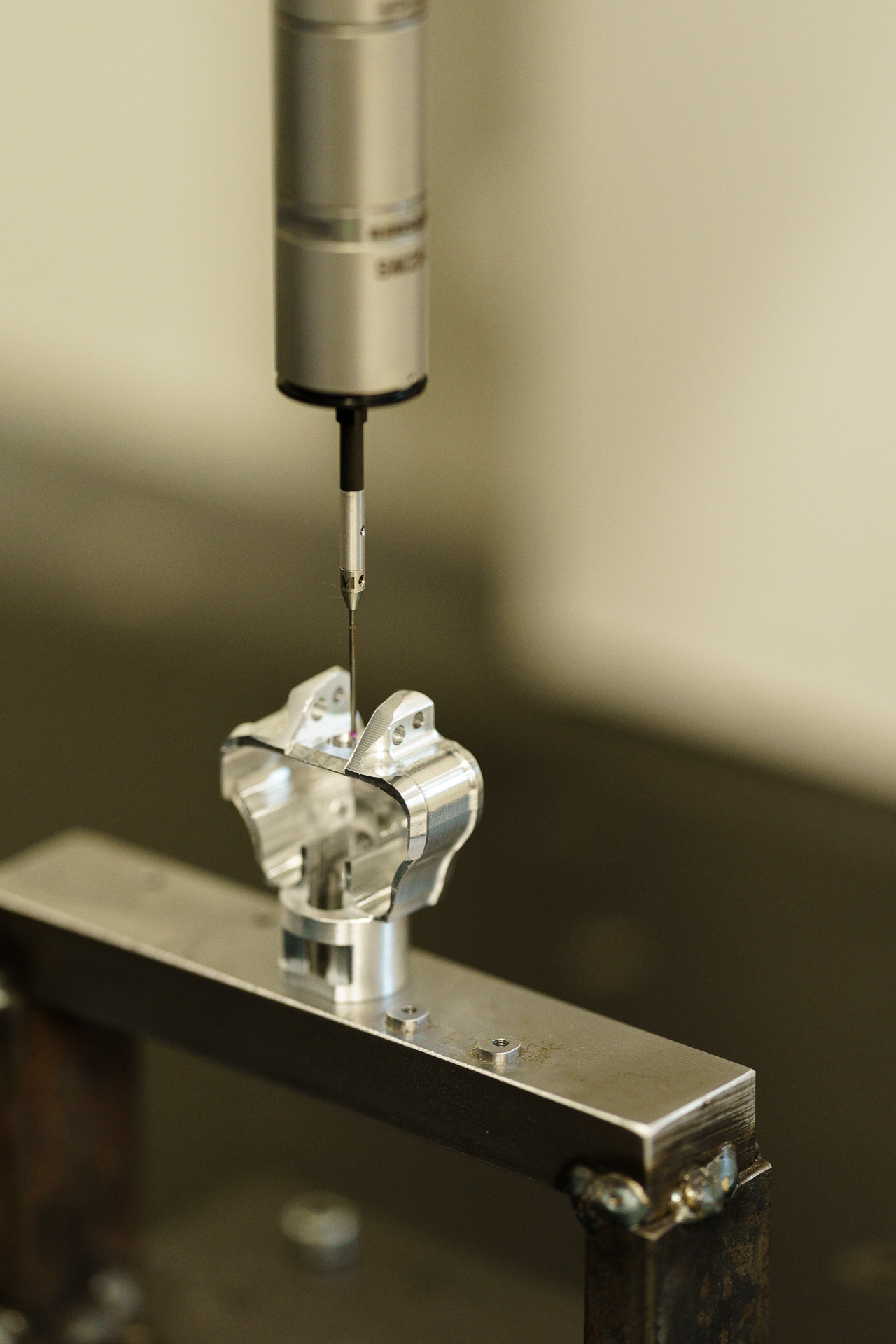
Every binding at ATK starts as a solid bar of aluminum. Those are cut into blocks and the blocks are then milled into a great variety of pieces that make up the bulk of each binding. There’s a vast difference of parts needed for each model whether the end result is a minimal race binding like ATK’s World Cup models or the complex hybrid binding HY. Several types of machines go to work depending on which type of piece is milled—the more sturdy base plate or the frame of the toe and heel pieces of a HY or small parts within the mechanical mechanism—but every machine works fully automated, milling aluminum away from the block based on CAD models with an end result exact to fractions of a millimeter. In fact, every day at least one final piece of each machine gets tested with a scientific measurement device in order to keep production variance at a minimum.
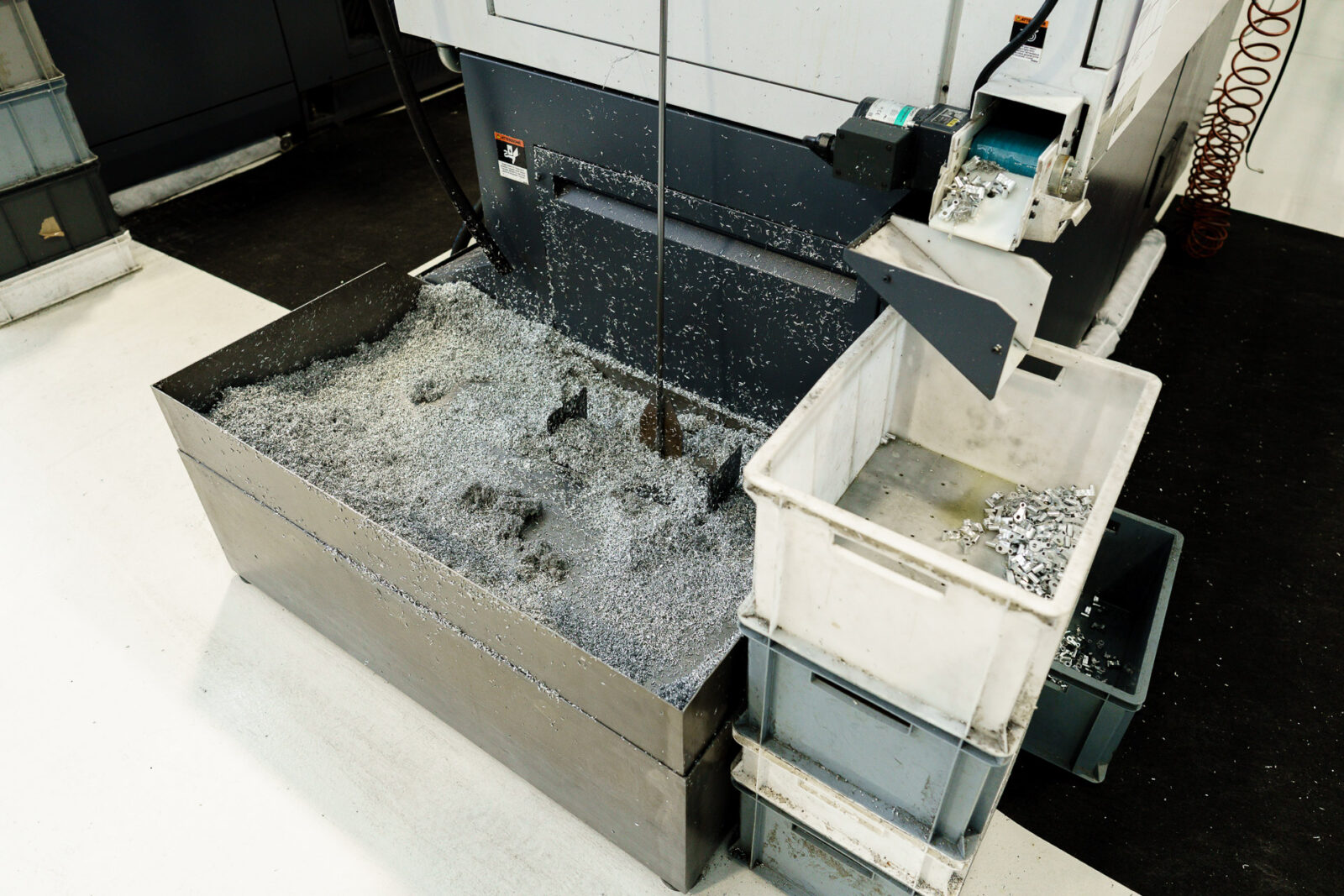
When you look at the bindings with their structured forms, it’s clear that most of the aluminum from the bars ends up outside of the final product. In fact, for some bindings more than ninety percent of the material is trimmed away during production. In order to both save costs and to enhance sustainability, all milled-away aluminum gets collected, cleaned from oils and other substances necessary for the milling process and pressed into discs. At current state, these remnants are used to produce things like cans for the food industry. However, ATK works on refining the process so that the remnants can be re-used in ATK’s own production after melting them into bars again (which is done by big companies specializing in raw aluminum production). Bindings require special aluminum alloys for production with specific mechanical properties. In order to regain those characteristics, the recycling process needs to fulfill specific requirements. It’s a demanding process altogether, but a fully sustainable production turning all the original aluminum into final products will be soon achieved. Additionally, ATK fully employs renewable energy for their production, most of which is produced by solar panels on the factory roof.

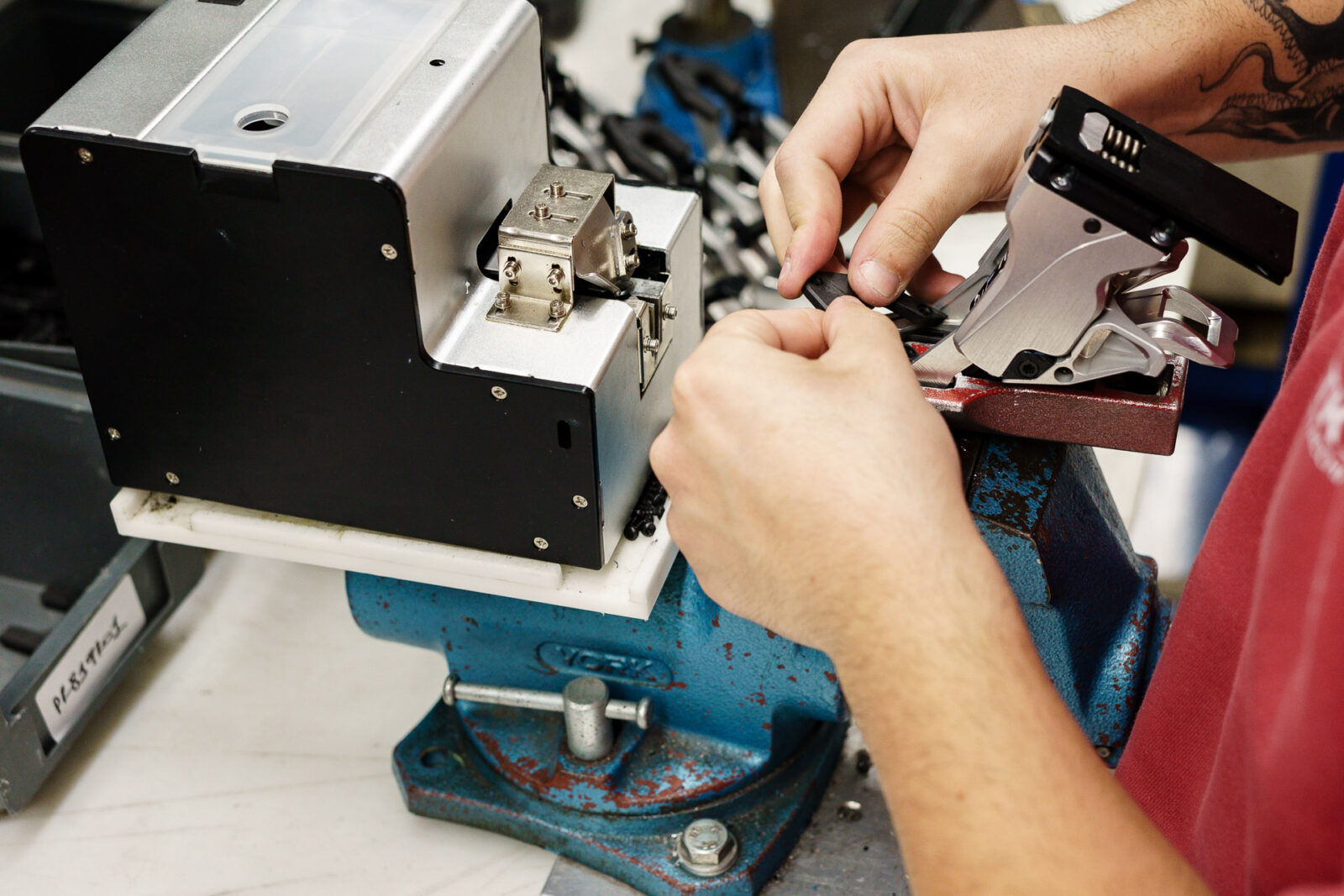
If you’re familiar with aluminum products—again, maybe from bicycle parts—you’ll know that aluminum can be anodized to all types of color. As a consequence, most ATK bindings can be bought in a multitude of colors like fancy orange or purple, but of course also in a more conservative black. The anodizing is done by a third party supplier as is the production of several plastic parts needed for the bindings, for example the anti-friction plates for the toe pieces. The final assembly of each binding is then again done at the ATK factory by skilled, experienced workers. This process might be quick or it may take a while like in case of the most complex product, the HY. The assembly is facilitated and standardized as much as possible by special tools designed and produced in-house with the help of 3D printing.


There you have it, the production of a touring binding that is different to most others. In order to keep sustainability up, ATK uses cardboard packaging for their bindings and prints all information on the card boxes in-house to eliminate the need for plastic stickers. You can order their products online, but ATK highly recommends to buy their products at certified dealers who are trained to mount the bindings correctly and who also can help with setup and in case of any problem. Furthermore, ATK dealers offer a regular check-up of bindings—and since every binding can be dismantled to its pieces, parts that suffer from wear can be replaced, turning an ATK binding into a product that may last a lifetime. What more could you expect?